






Case Study
Case Study: Ceramic Infrared Panels For A Consistent Drying Process
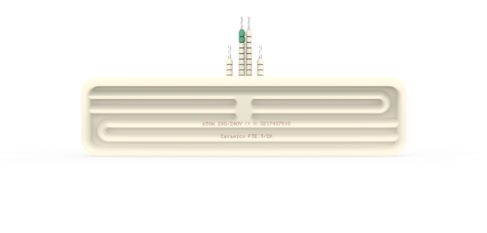
A global manufacturer of carbon filters and purification products enquired with Ceramicx about designing and building four new heating platens for their systems. Using Ceramicx 650W FTE full trough infrared heating elements, the medium to long-wave emitters would bring an updated process with the faster and more efficient results needed for manufacturing their filter products.
Activated carbon absorption
Our customer is a leader in the manufacture and supply of filters and purification systems with industry experience spanning decades. And with their background, their reach covers multiple sectors and applications, including drinking water treatments, air purification, and sugar decolouring or purification.
A key part of their process in manufacturing their filter and purification systems is custom-manufacture of the specialist fabric used inside them. Using materials of varying densities commonly used in the textile industry, the material is coated in a series of chemical mixtures.
After the coating, the material goes through a drying process, the length of which depends on the density of the material and the manufacturing specifications. The complete process allows the enhancement of the material’s rapid absorption qualities of both liquids and gases.
To keep their current processes up to date, the customer needed specialist panels made to precision dimensions and specifications to use in that drying process. The new heating system should ensure a consistent heat coverage that would match previous iterations of their older and outdated heaters. But with new infrared technology to ensure a faster and more efficient process.
Ceramic infrared elements
With ongoing communication between the customer and Ceramicx, both teams worked to refine the proposal drawings to the exact specifications required.
These included outline specifications and dimensions that covered several crucial specifics. Firstly, the size of the heater they required, followed by the power constraints and the locations of the terminal boxes needed for connection, and finally the ventilation, cabling, and fixing details to ensure the correct build.
As a result of these talks and outlined plans, our team recommended the infrared heater for each separate heater system and the application they were to be used for. These were specified as arrays of Ceramicx 650W FTE ceramic full trough elements, including TCK thermocouples.
The Ceramicx solution
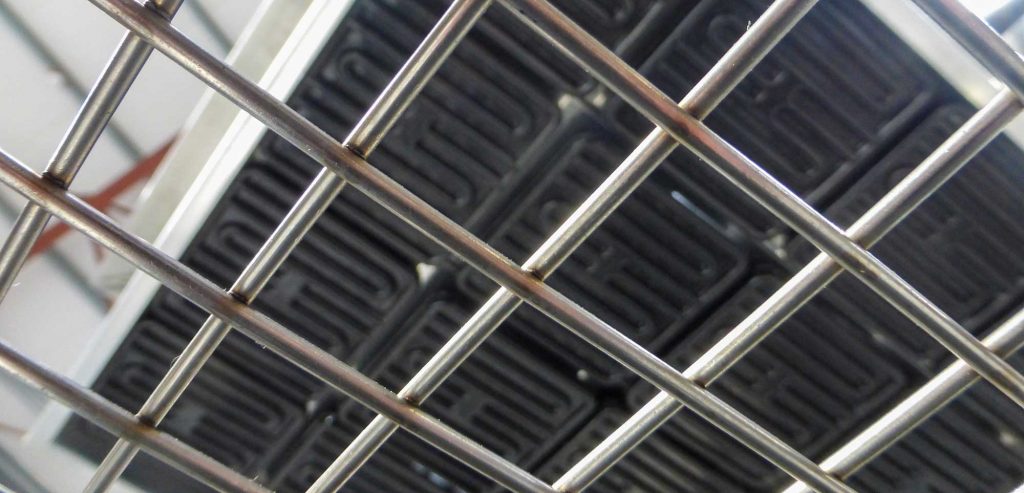
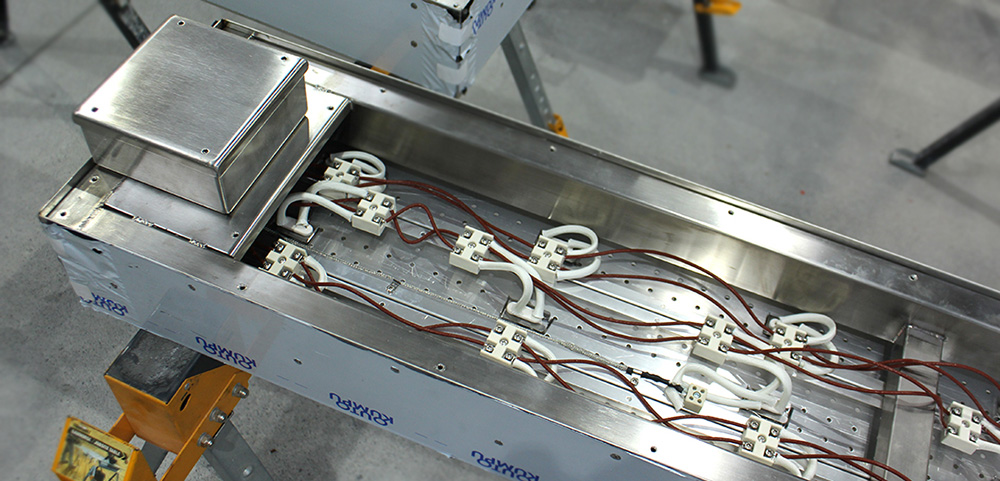
Pulling this information together meant the Ceramicx team could draw up plans for a detailed configuration of the new heating system. This included a standard AISI 304 stainless steel frame with perforated aluminium-clad reflectors, while the heaters are a 5 x 3 array of 15 trough elements in four individual panels.
Each FTE ceramic trough element provides a mean surface temperature of up to 596ºC (1105ºF) with a maximum power density of 39kW/m2.
| Total Power | 9.75kW per panel |
| Heater Type | FTE 650W 415V White (x15) (1 TCK) 15 heaters – 5 x 3 heater array |
| Frame & Back Cover | Stainless Steel AISI 304 |
| Reflectors | Perforated polished aluminium clad steel |
| Ventilation connection | 2 |
| Circuits | 3 |
| Electrical Connection | Via stainless steel junction box with ceramic terminal strips |
With the new panels replacing the existing dryers, the customer is now assured of consistent levels of drying for their materials as well as efficient use of infrared heat.