





Case Study
Case study: Santa Fe custom skylights
To upgrade an ageing and energy-costing plastics thermoforming line to effective infrared based heating – while remaining well within the power constraints for the local electricity grid.
‘We bought a gas oven a year before switching to Infrared Heat technology via Ceramicx and Weco International. We put a lot of money into it and it didn’t work: we had hot and cold spots; there was no way to control the temperature, as we needed to continually use it throughout the day. The oven simply kept getting hotter and hotter and we therefore ended up burning a lot of plastic. In addition there was no way to adjust the temperature for heavier gauge acrylic. After a year and day of burn outs, replacement parts and an expired warranty we decided that enough was enough’
Jeff Apodaca – Custom Skylights owner
The Issues
In the case of Custom Skylights, 100 watts of energy going through a used incoloy emitter produced only 35 watts of energy as infrared directional energy compared to 96 watts from the Ceramicx element. The remaining energy was convection (rising heat energy) and light energy. In the Custom Skylights previous production situation which allowed for top side heating, the material was absorbing little energy from the old incoloy heating system and much of the energy was lost to convection.
Directional energy (IR) is especially important when heaters are located above the target. Without moving air it would be impossible to utilize the convection energy of an incoloy-based heater when it is above the target. The convection energy rises and is lost to the surrounding environment. With infrared heating the directional energy is always “directed” towards the target and absorbed – thus effectively using the customer’s energy costs.
In terms of physical size, incoloy heaters are typically long, spanning the width of an oven sometimes in excess of 50 -60 inches. This provides very little zone control. The heaters are typically slow to reach set temperature and the surface temperature will vary significantly across its entire length. A ceramic-based heater has a much smaller surface area and can be individually controlled or grouped to create multiple heat control zones within the oven. At Custom Skylights, the parts were typically needing more energy absorption in specific areas to allow the material to form/move without showing defects in the finished product.
The Custom Skylights job also presented Weco International and Ceramicx with the challenge of a limited 208V 200 amperage power supply. A typical oven design of 96” x 100” would normally use 600 watt elements and require over 400 amps to power all the heaters.’
The Solution
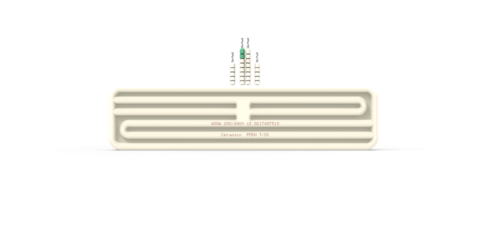
WECO and Ceramicx therefore chose to create a 300 watt hollow ceramic infrared heating emitter mounted in polished aluminized steel reflectors.
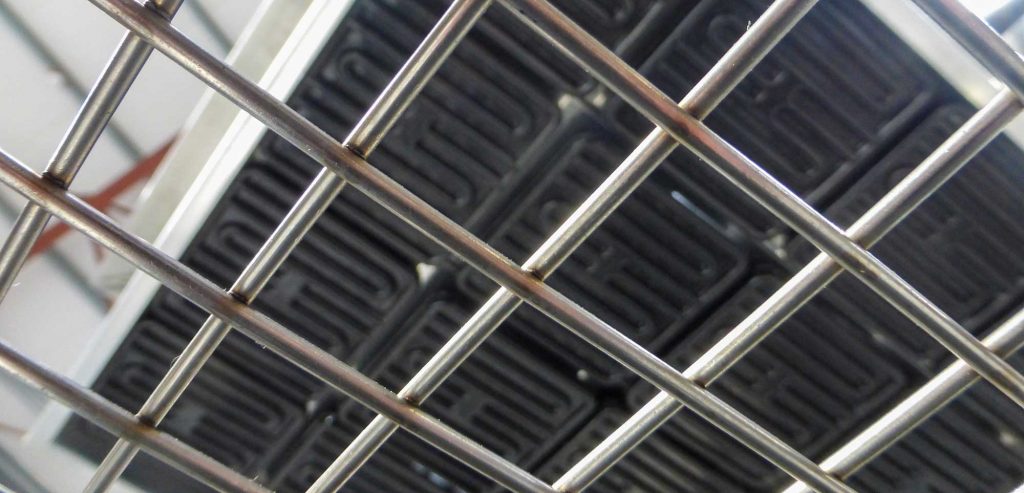
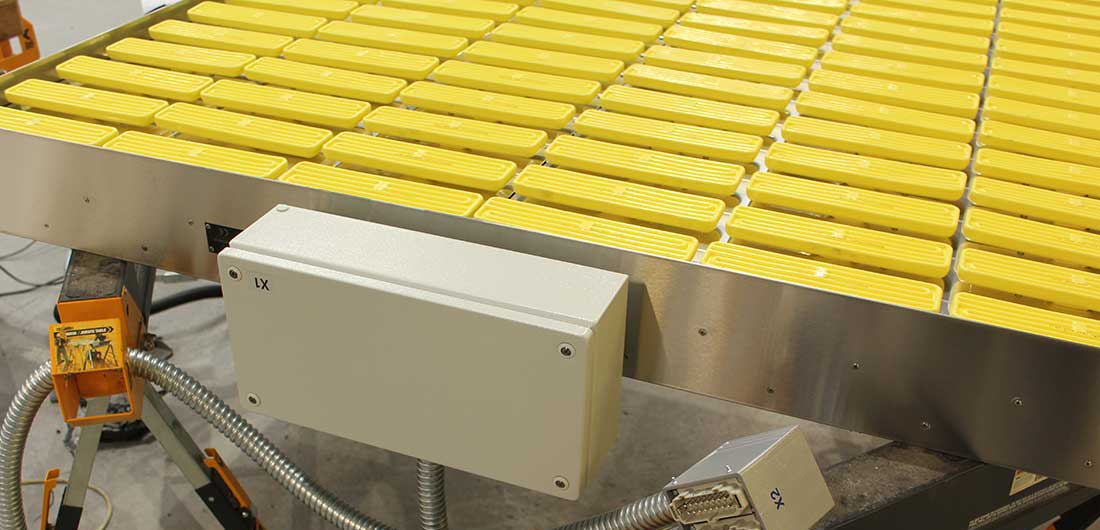
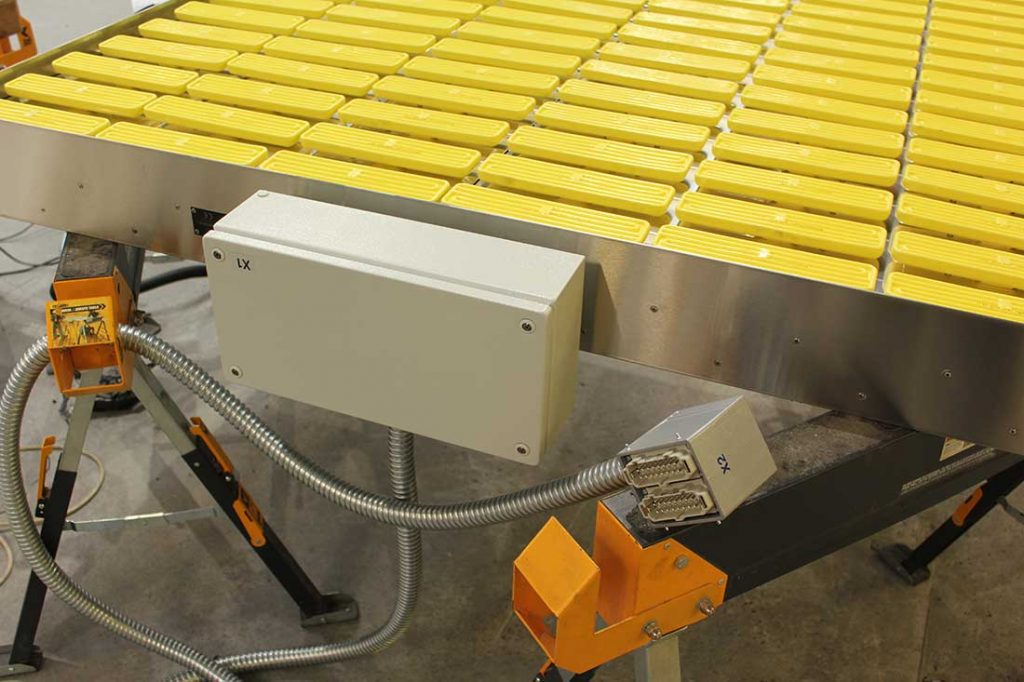
The Ceramicx 96 x 100 inch thermoforming heating system was designed with 12 individual control zones for maximum flexibility and production options. The entire oven and control system was pre-tested at Ceramicx and shipped to Weco International and then Custom Skylights. The oven was installed with predetermined mounting locations, power was landed to the control enclosure and the system was running.

The aluminized steel reflector provided better strength than aluminum, comparable reflectivity and a higher tolerance to heat than stainless steel. The overall design provided the best directional energy for Custom Skylights application. The 300 Watt hollow ceramic emitter stayed within the power requirements, the amp draw of the whole system was kept below 200 amps, and the new system provided the maximum directional energy to the material.
Custom Skylights products are designed to allow transmission of visible light. The clear and transparent materials such as acrylic and polycarbonate can pose difficulty in absorption of energy. Weco and Ceramicx were mindful to best match the IR wavelength to the given materials. Short IR wavelengths in this case were found to provide very little energy absorption and therefore a longer wavelength emitter, the Ceramicx brand Ceramic emitter would provided the maximum absorption for his range of polymer materials being thermoformed.
Testimonial
‘With this new infrared oven we have not had a single day down since it was installed, and it runs 8 hrs a day we can now easily dial in the temperature required and cook different gauges of plastics knowing that our products will come out right the first time, it has cut our production time by 2/3 compared to our old cal rod and gas system, it has greatly reduced the energy consumption and eliminated the plastic loss due to un proper heat distribution.’
Jeff Apodaca – Custom Skylights owner
Frank’s Message
‘Infrared heating has such a key role to play in reviving the future and fortunes of plastics thermoforming worldwide. In fact, there is really no choice in the matter. The opportunities for profit gain are enormous – and the penalties for clinging to outmoded heating technology will just be prohibitive as energy costs rise.
This case study proves the point – the new Ceramicx-based oven that we installed for Custom greatly increased energy input to the plastics sheet material thus reducing cycle times. Less energy was used per part; thus making a sizeable reduction in cost per part.
Without the benefit of infrared heating technology, thermoformers are always chasing diminishing returns: elements fail faster; more down time is needed to replace them; and convection heat increases the overall temperature in the plant. All of this causes very hot working conditions, and further wear and tear and inefficiencies.
Frank Wilson – Ceramicx Managing Director