






Case Study
Case Study: Quartz And Ceramic Infrared Heating Systems For OEM Industry Leader
A US-based original equipment manufacturer specialising in high quality, precision fluid dispensing systems and coating machinery briefed Ceramicx to engineer two infrared heating systems for curing internal machine circuitry. Using a mix of quartz and ceramic trough infrared elements, the IR system would bring efficiency and speed to their processes.
Advanced infrared technology
As a leader in the OEM industry, GPD Global has over 30 years experience in manufacturing automated fluid dispensers for multiple applications. Spanning both electronics and medical service industries, alongside aviation, military, and aerospace sectors, continuous growth has seen the company expand their service and support offering to cover a global network for customers in every continent.
Committed to providing “advanced levels of quality technology and customer support for all of its products”, GPD Global’s investment in cutting edge infrared heat technology would provide faster curing times in the manufacture of their machine circuits boards.
Ceramicx infrared solutions
In discussions with our North American distributor, Weco International, GPD were able to provide design proposals to meet their specifications with custom dimensions, control zones, fixing brackets, and safety features, including ceramic terminal blocks and glass fibre insulated NPC cable.
In this particularly time-sensitive project, the Ceramicx team used the specs and proposals provided to draw up detailed plans and recommendations for the new standalone heating systems.
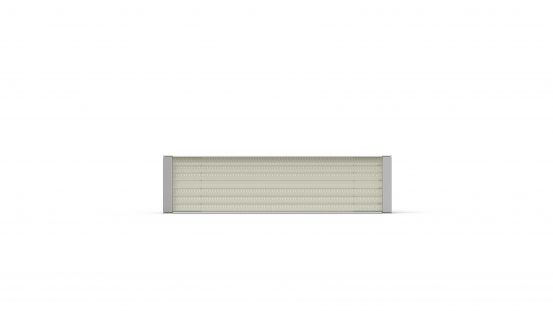
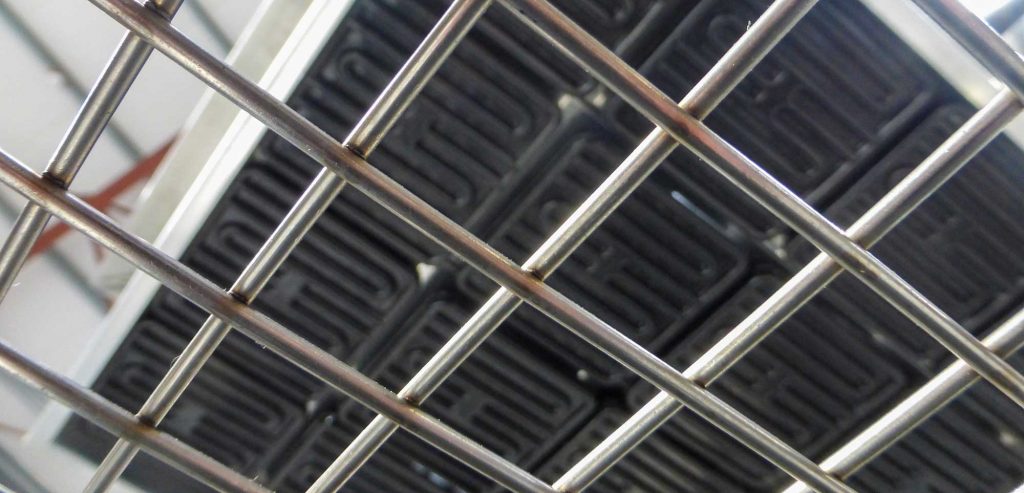
With each heating panel comprising of 18 infrared elements, the final specification provided single control zones with 18 individual electrical circuits giving consistent and accurate heat where it’s needed. Each 3 x 6 array of elements are placed inside polished aluminium-clad steel reflectors for maximum heat return and housed inside a high-strength AISI 304 stainless steel frame.
Infrared System Quick Facts
| Total Power | 9.75kW |
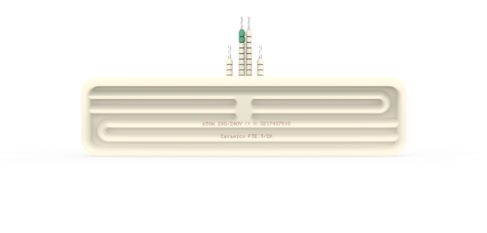
| Elements | FQE 650W 230/240V x 12 / HQE 325W 230/240V x 6 (3 x 6 array, 1 element with TC/ K) |
| Frame | Stainless Steel AISI 304 |
| Reflectors | polished aluminium-clad steel |
| Control Zones | 1 control zone subdivided into 18 electrical circuits |
| Electrical Connection | via 3m (9.8ft) flexible galvanised steel conduit
with additional 500mm (19.6”) leads |
| Wiring | Ceramic terminal blocks and glass fibre insulated NPC cable |
| Total Power | 9.75kW |
| Elements | FTE 650W 230/240V Yellow x 12 / HTE 325W 230/240V Yellow x 6 (3 x 6 array, 1 element with TC/ K) |
| Frame | Stainless Steel AISI 304 |
| Reflectors | polished aluminium-clad steel |
| Control Zones | 1 control zone subdivided into 18 electrical circuits |
| Electrical Connection | via 3m (9.8ft) flexible galvanised steel conduit
with additional 500mm (19.6”) leads |
| Wiring | Ceramic terminal blocks and glass fibre insulated NPC cable |
By choosing rapid, cost-effective infrared heat to increase both accuracies in their curing processes and production times, they now have the consistency and green, low carbon energy-efficiency they need to stay ahead of their competition.