








Case Study
Ceramicx Modular Infrared Conveyor Oven
Each IR oven module is attached to the next module by means of securing fittings. Side conveyors run alongside the oven modules to feed product to the entry point of conveyor oven. Each oven module has an integrated control system to control heating, air flow, and conveying operations.
Conveyor belt rated for continuous temperature of 110 ºC.
| Total Power | 51.2 kW |
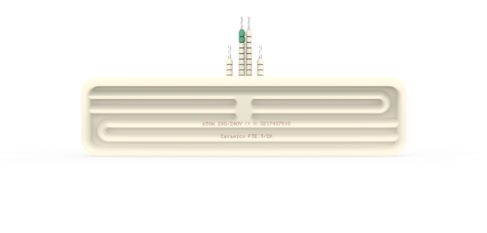
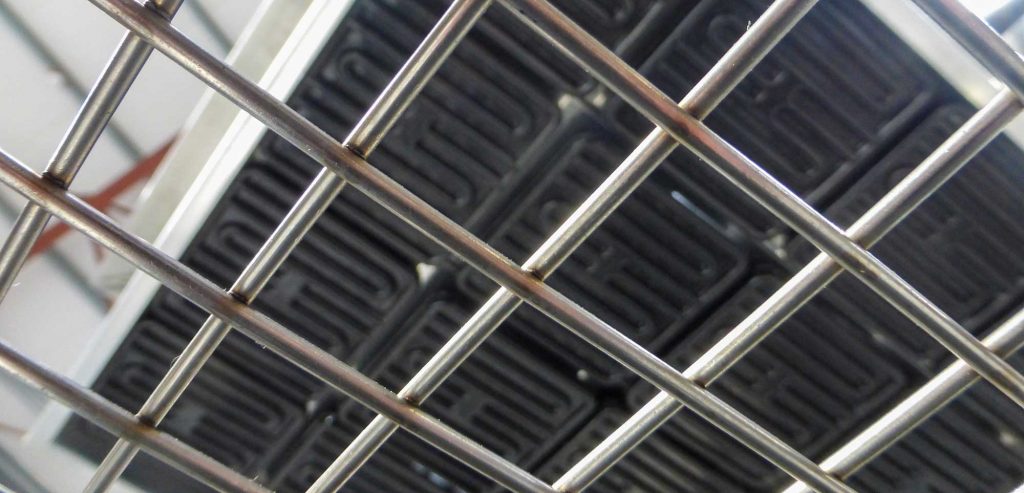
| Heater Type | FTE 400W – 480V – Colour: Yellow – Array: (16 x 8) |
| Frame | Stainless Steel AISI 304 |
| Reflectors | Polished aluminium clad steel |
| Conveyor belt material | Stainless Steel |
Removable access panel with handles x6 (3 each side).