





Case Study
Case Study: Enhanced Plastic Welding System Using Quartz Elements
A leading manufacturer in fully integrated and automated assembly systems has specified Ceramicx 750W FQE full quartz and 375W HQE half quartz infrared heating elements to improve a system used for welding high-density polyethylene (HDPE) pallets. Using infrared heat for the first time, these elements provide the fast, consistent, and efficient results needed for this process.
Infrared welding to meet demands
With over 40 years of experience, a US-based company is a specialist in both the design and manufacture of fully integrated assembly equipment. This includes systems for automated plastic welding, in particular, the welding of strong and durable HDPE plastic pallets for use in the packaging industry.
While no strangers to infrared heat and its benefits in several of their processes, our customer were looking to replace the traditional method of hot plate welding with a process that could overcome the challenges of specific materials and large part assembly that have particular high-strength and sealing requirements.
A move to infrared heat welding for this process would increase production speeds while the non-contact method of heat would ensure each HDPE pallet would meet the integrity demands required for that industry.
Infrared recommendations
In talks between the company and our Ceramicx North American distributor, Weco International, both sides were able to discuss how a move to this new infrared process would achieve the results they were looking for. They also discussed the finer details of how the heating system would come together.
Being familiar with infrared heat processes together with their own constraints, the company had a big hand in providing many of the technical details for their system. These included the size of the heater elements they required, together with the locations of the junction boxes needed for connection and the necessary cabling requirement.
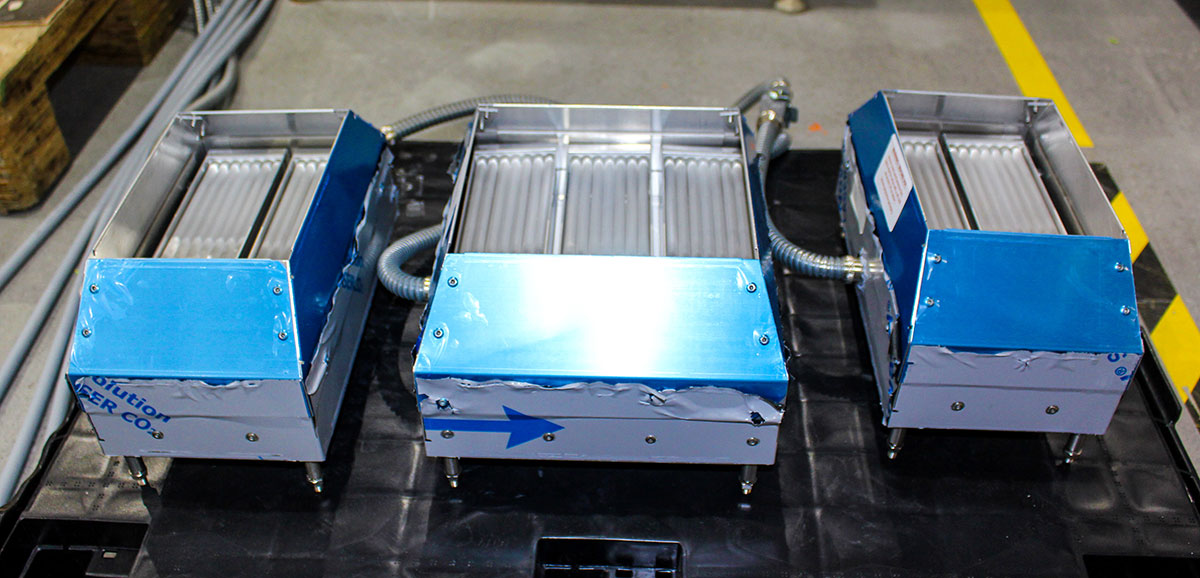
And Weco were on hand to recommend the right type of infrared heater for the system and the application. These were a series of Ceramicx 750W FQE full quartz and a non-standard variation 375W HQE half quartz elements.
Multi-zone infrared heating
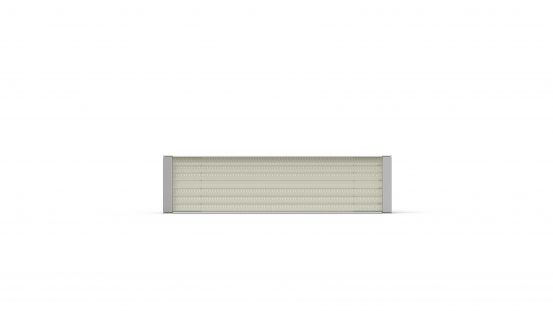
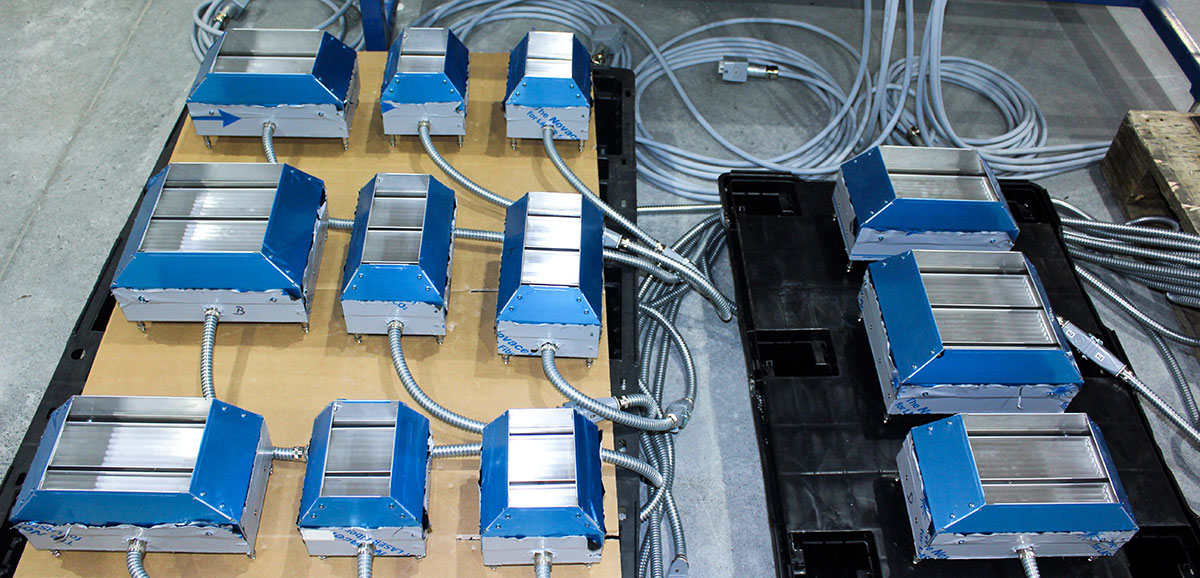
Based on this information, our team of engineers were able to draw up plans for a new heating system. With an AISI 304 stainless steel frame with perforated aluminium back for easy access, the system includes the use of a total of 24 of the recommended heating elements across six zones.
| Element Type | Full Quartz FQE 750W 240V and Half Quartz HQE 375W 240V |
| Power per Unit | Ranging from 750W – 2250W |
| Total number of Units | 24 |
| Zones | 6 |
| Frame | AISI 304 Stainless Steel |
| Reflectors | Polished aluminium-clad stainless steel |
| Back Cover | Perforated aluminium |
| Electrical Connection | Via 12” flexible metallic conduit and quick-connect plugs |
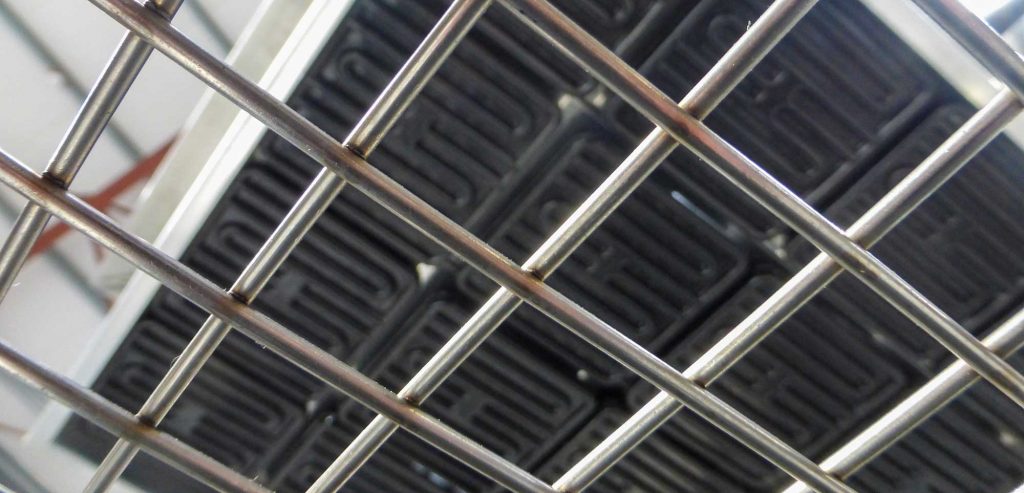
Encased in reflective, aluminium-clad stainless steel, each FQE and HQE quartz element provides a mean surface temperature of up to 690ºC and 700ºC respectively. Both the full and half quartz elements used provide the company with the rapid heater response and high temperatures they need in this type of industrial application, welding the HDPE materials quickly and effectively.