












Case Study
Case Study: Modular Long-Wave Infrared Heaters In Composite Curing
A recent project saw Ceramicx design and build a modular, high-temperature heating system using our infrared SFEH 600W ceramic heating elements. As part of a pioneering process to greatly improve efficiency and automation, the infrared heating system was designed to cure specific composite materials, while helping to reduce manufacturing and production times.
A carbon fibre challenge
A USA start-up company is taking on their bigger and more established competitors who were confronted with their own production challenges. To continue moving forward, they needed to ensure their new carbon fibre material was stronger, and their in-house manufacturing processes were faster.
As a material, composite carbon fibre is already widely used in their industry, as well as the aerospace and automotive industries. They needed a new carbon fibre composite to create a stronger variation than the standard composites available. And for that, infrared heating technology that would be capable of curing at higher temperatures.
The infrared solution
In discussion with Ceramicx’ North American distributor, Weco International, the company were able to describe how this new composite would be integral to taking their manufacturing processes to the next level.
Though they were familiar with the infrared heat process, they were unsure about which type of element to use or which would give the heat temperatures required for this new variation of composite. Thanks to their previous composite experience, Weco were able to begin a period of testing using different variants of infrared ceramic elements on the composite material.
The results showed that Ceramicx SFEH black ceramic heating elements provided the higher temperatures required to fuse the materials, leading to faster curing times. Our inhouse Ceramicx team were then able to draw up drawings for a unique heating system, based on our own Modular IR 260 infrared technology.
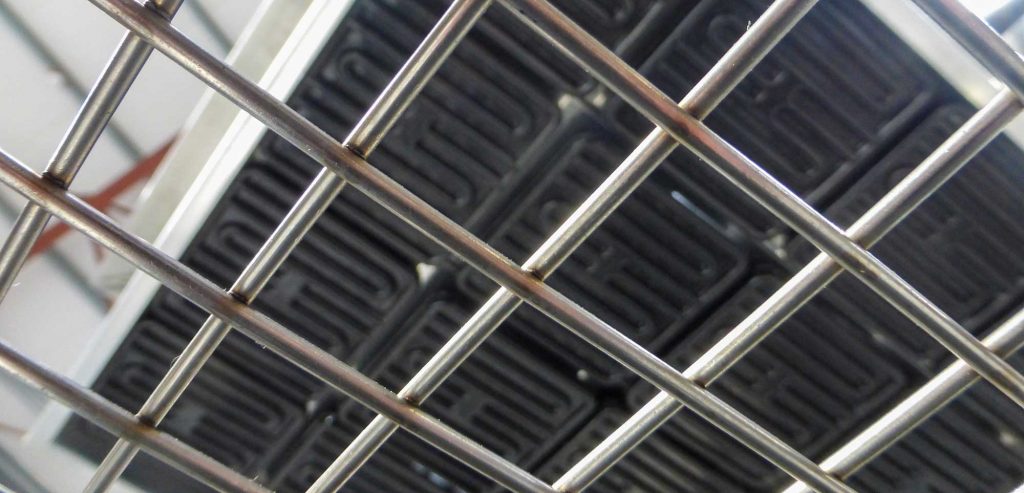
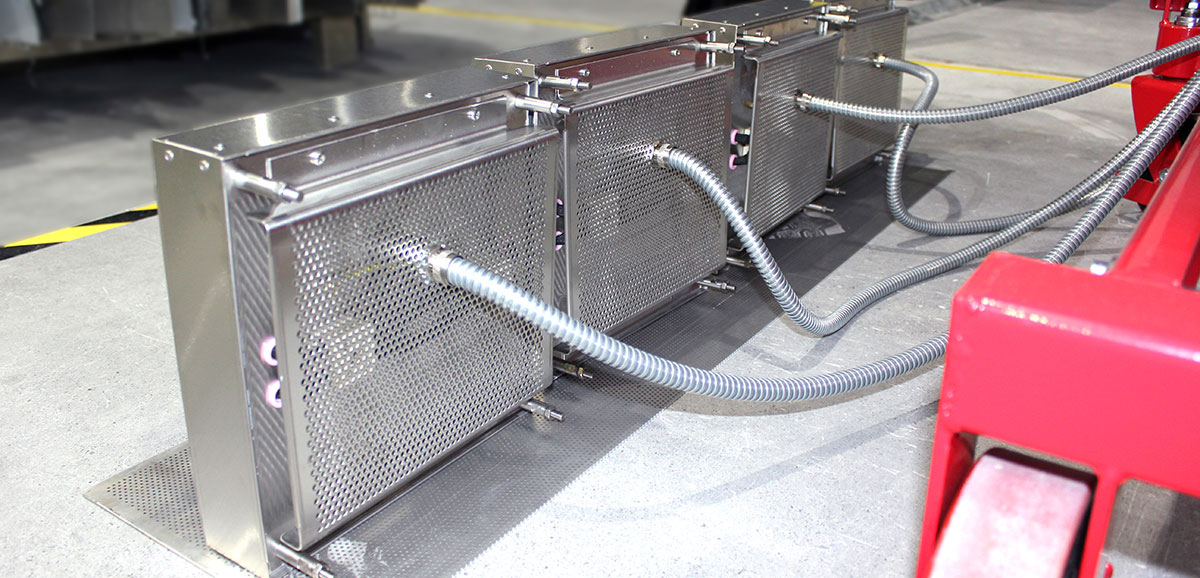
Encased in reflective stainless steel, each module of infrared heating unit is fitted with high-efficiency, black, 600W ceramic hollow elements (SFEH) for better radiant heat, in arrays of 2 x 2 or 1 x 1. Across two separate projects for the company, Ceramicx has used a total of 76 SFEH elements to produce 22 IR 260 modular sections.
| Total Power | 36kW |
| Element Type | Modular IR 260 2.4 kW 480V modules x 12 (x6 top, x6 bottom)
Modular IR 130 1.2 kW 480V modules x 6 (x3 top, x3 bottom) |
| Control Zones | 2 |
| Electrical Termination | 3m (10ft) conduit from each platen to control panel with quick-connect plug/socket |
| Cover | Cover on the rear of the module over terminal blocks |
The control was done using PID temperature controllers –Ascon Tecnologic. Open loop was chosen because it has no feedback and uses time based % control to pulse heaters on/off. Starting is done manually by the on/off switch and SSRs were used for power switching. Electrical connections by quick connect plugs, 2 zones – one top and one bottom.
The infrared heat benefit
With their new, modular infrared heating system in place, together with their new processes, the company are in pole position when it comes to manufacturing versus their competitors.
Plus, while their automated layup process has seen a reduction in manual handling time of 80%, their new technology and infrared heating system has managed to reduce what they claim can be a 48-hour process, down to just 8 hours overall. Best of all their entire manufacturing process can be done in-house for a money-saving and complete ‘Made in the USA’ operation.
Infrared heat has played a vital role in the success and both Ceramicx and Weco look forward to making a continued contribution to their advancement in infrared heating technology.

