- About
-
- Heating Solutions
-
- Information
-
-
-
-
-

Latest Blog
Chinaplas 2025
Chinaplas is an annual exhibition for the plastics and rubber industries which rotates location annually, between Shanghai in East China ... Read moreChinaplas 2025
-
-
-









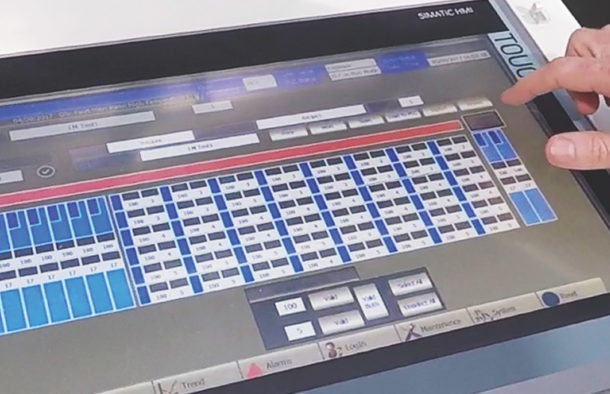
Control systems
By providing customised controls to suit specific heating applications, Ceramicx offer control solutions that meet every requirement.
Read more
-

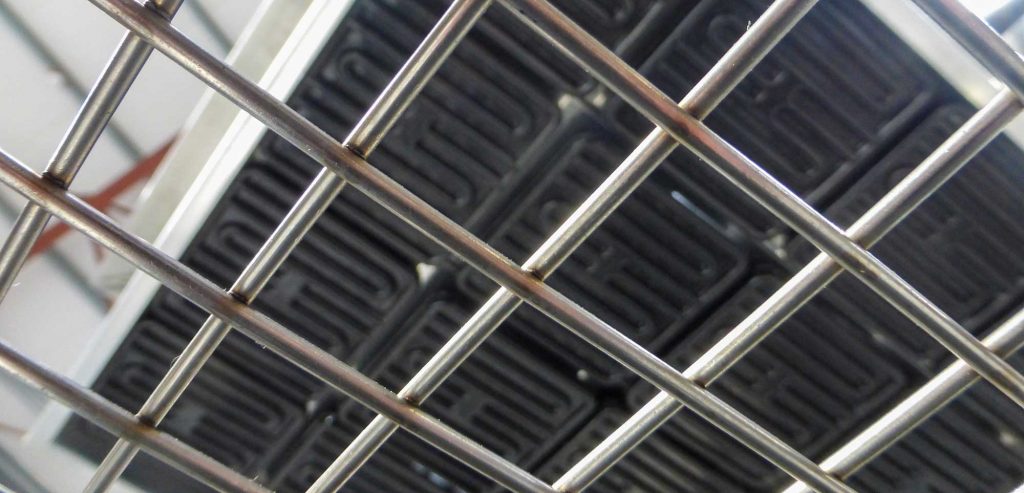
Annealing and Stress Relief Oven
Learn moreThe conveyor length was specified by the customer but Ceramicx chose the belt material and specification that was heat resistant. Perforated aluminium was used for the back cover to allow ventilation in the wiring area.
-

Ceramicx Modular Infrared Conveyor Oven
Learn moreEach IR oven module is attached to the next module by means of securing fittings. Side conveyors run alongside the oven modules to feed product to the entry point of conveyor oven. Each oven module has an integrated control system to control heating, air flow, and conveying operations.